
Revolutionizing Industries with Machine Vision Systems in Robotics
In this blog, we’ll dive into the key aspects of machine vision systems in robotics, their applications, benefits, challenges, and future potential.
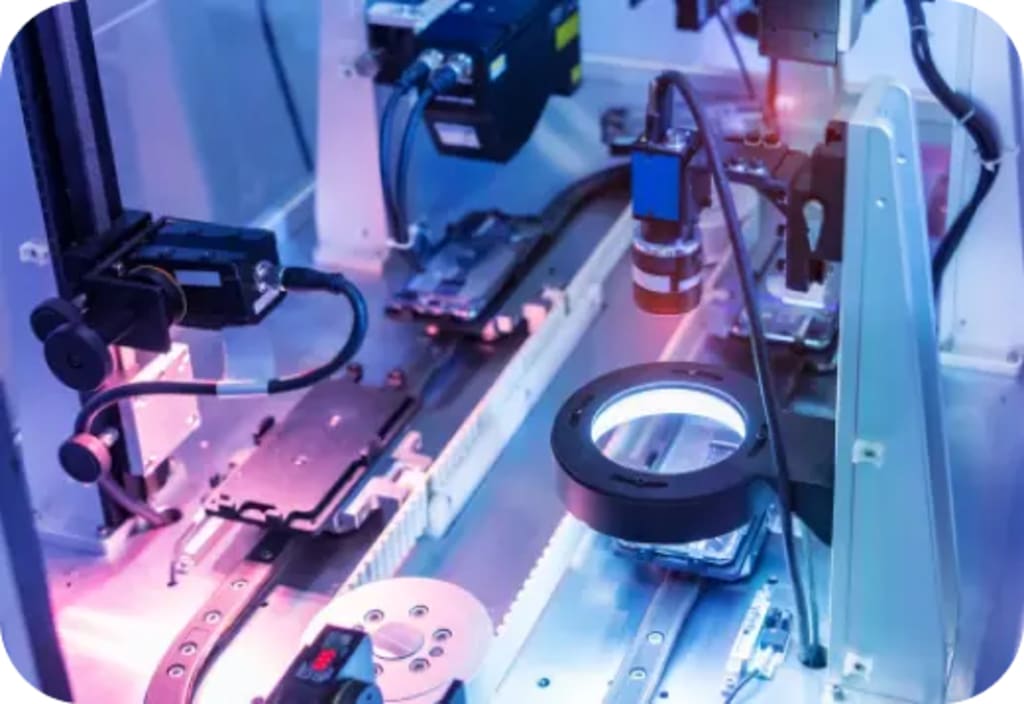
In today’s rapidly advancing technological landscape, machine vision systems in robotics have emerged as a game-changer. These systems allow robots to "see," interpret, and respond to visual data, enabling them to perform tasks with unprecedented accuracy and efficiency. From manufacturing to healthcare, these innovations are redefining how industries operate.
Understanding Machine Vision Systems in Robotics
At its core, a machine vision system in robotics is a technology that combines cameras, sensors, and software to process visual data. It allows robots to analyze their environment and make data-driven decisions in real time. These systems act as the “eyes” and “brain” of robotic applications, offering capabilities far beyond human vision.
Key Components of a Machine Vision System
Imaging Hardware: High-resolution cameras and sensors capture images and videos.
Processing Unit: Dedicated processors or computers analyze visual data.
Software Algorithms: Machine learning models interpret data and enable decision-making.
Lighting: Proper illumination enhances the system’s ability to detect details.
By leveraging these components, a machine vision system enables robots to execute complex tasks accurately and efficiently.
How Do Machine Vision Systems Work in Robotics?
Step 1: Image Acquisition
Cameras or sensors capture raw visual data from the robot's environment.
Step 2: Image Processing
Algorithms filter and preprocess images to enhance clarity and remove noise.
Step 3: Object Recognition
Using machine learning or AI, the system identifies specific patterns, objects, or defects.
Step 4: Action Execution
Based on the analyzed data, the robot performs actions such as picking, placing, or navigating.
This seamless workflow ensures that robots can operate effectively, even in complex or unstructured environments.
Applications of Machine Vision Systems in Robotics
1. Manufacturing and Quality Control
In manufacturing, machine vision systems in robotics are used for defect detection, assembly verification, and part identification. For example, these systems can inspect thousands of products per minute, ensuring flawless quality control.
2. Healthcare
Robots equipped with machine vision systems assist in surgeries, diagnostics, and patient monitoring. They can analyze medical images, detect abnormalities, and ensure precise interventions.
3. Agriculture
Machine vision systems enable agricultural robots to sort produce, identify pests, and monitor crop health. By automating repetitive tasks, these systems improve efficiency and reduce labor costs.
4. Autonomous Vehicles
Self-driving cars rely on machine vision systems to detect obstacles, read traffic signs, and navigate roads. These systems process massive amounts of visual data in real time to ensure safe driving.
5. Logistics and Warehousing
Robots in warehouses use machine vision systems to sort packages, manage inventory, and optimize storage. This streamlines operations and reduces errors in supply chain management.
Benefits of Machine Vision Systems in Robotics
Precision and Accuracy
Machine vision eliminates human error, ensuring consistent quality in tasks such as assembly and inspection.
Increased Productivity
Robots equipped with vision systems can operate 24/7, completing tasks faster than human workers.
Cost Savings
Automation powered by machine vision reduces operational costs by minimizing wastage and optimizing resources.
Versatility
Machine vision systems are adaptable across industries, from manufacturing to healthcare and beyond.
Improved Safety
In hazardous environments, robots equipped with vision systems reduce risks for human workers by taking over dangerous tasks.
Challenges in Adopting Machine Vision Systems in Robotics
While the advantages are clear, implementing a machine vision system in robotics comes with its own set of challenges:
High Initial Investment
The cost of advanced cameras, sensors, and software can be prohibitive for small businesses.
Complex Integration
Combining machine vision systems with existing robotic infrastructure requires technical expertise.
Data Processing Limitations
Handling large volumes of visual data demands robust computational power.
Maintenance Requirements
Frequent calibration and software updates are necessary to maintain system accuracy.
By addressing these challenges, industries can unlock the full potential of machine vision systems.
Future Trends in Machine Vision Systems in Robotics
The future of machine vision systems in robotics is being shaped by innovations in AI, machine learning, and hardware. Here are some trends to watch:
AI-Powered Vision
Artificial intelligence will make vision systems smarter, enabling predictive maintenance and adaptive learning.
3D Vision Systems
Advanced depth perception will allow robots to interact with complex objects and environments.
Edge Computing
On-device data processing will reduce latency, improving the system’s real-time performance.
Miniaturization
Smaller and more efficient vision systems will expand their applications in compact environments.
Human-Robot Collaboration
Vision systems will enable robots to work safely and seamlessly alongside humans.
Conclusion
The rise of machine vision systems in robotics is transforming industries by enabling smarter, more efficient, and safer automation. From detecting flaws in manufacturing to assisting in life-saving surgeries, these systems are at the forefront of technological innovation. While challenges like cost and complexity remain, ongoing advancements in AI and hardware are making these systems more accessible. The future promises even greater integration of machine vision into robotics, driving progress across countless sectors.
FAQs
1. What is a machine vision system in robotics?
A machine vision system in robotics is a technology that enables robots to analyze visual data, helping them perform tasks like inspection, navigation, and object recognition.
2. How are machine vision systems used in manufacturing?
In manufacturing, machine vision systems assist with quality control, defect detection, and assembly verification to ensure product consistency.
3. What challenges exist in implementing machine vision systems?
High costs, integration complexity, and the need for robust data processing are some of the challenges in adopting these systems.
4. How does AI enhance machine vision systems in robotics?
AI enables machine vision systems to analyze complex data, adapt to new tasks, and improve decision-making through machine learning.
5. What industries benefit the most from machine vision systems?
Industries like manufacturing, healthcare, agriculture, logistics, and autonomous vehicles benefit significantly from machine vision systems.
About the Creator
Keep reading
More stories from Chandan Thakur and writers in Lifehack and other communities.
Optimizing the Pull Supply Chain for Modern Businesses
pull suIn today’s highly competitive business environment, supply chain efficiency can make or break a company. One approach that has gained significant attention is the pull supply chain model. Unlike traditional supply chains that rely on the push model—where goods are produced and pushed onto the market—the pull supply chain operates based on actual customer demand.
By Chandan Thakurabout a year ago in Lifehack
Between Innings
Ever heard of baseball? A game with rules, chalked lines, innings, and a crowd that believes effort guarantees reward. A game where timing is praised more than truth, and endurance is mistaken for choice. A game where people insist it’s fair because everyone is playing by the same rules. I feel like the ball.
By Gladys Kay Sidorenko5 days ago in Lifehack
Using a novel strategy, scientists try to stop human ageing.
Your cells' functions change as you age, and this gradual change can lead to organ failure, weakening, and scarring. There is now hope for treating age-related disorders since scientists have discovered a mechanism to nudge some cells back towards healthy roles.
By Francis Dami3 days ago in Lifehack



Comments
There are no comments for this story
Be the first to respond and start the conversation.