
IT Solutions Powering Modern Manufacturing Operations
The technologies enabling modern, data-driven manufacturing operations


Manufacturing has always been shaped by technology, from mechanized looms to assembly lines. Today, the transformation is less about physical machinery alone and more about the digital systems that connect, monitor, and optimize every step of production. Information Technology (IT) solutions now sit at the center of modern manufacturing operations, quietly enabling factories to work faster, smarter, and with greater resilience.
This article explores how IT solutions support contemporary manufacturing, the challenges they address, the major categories of technologies in use, and what the future may hold for digitally driven production environments.
The Expanding Role of IT in Manufacturing
Modern manufacturing is no longer confined to the shop floor. Production planning, inventory management, quality control, logistics, and customer fulfillment are tightly interconnected. IT solutions provide the digital backbone that allows these functions to communicate and operate as a cohesive system.
Instead of relying on disconnected spreadsheets, paper records, or manual reporting, Manufacturers increasingly rely on IT solutions for manufacturing operations to improve efficiency, visibility, and decision-making across the production lifecycle depend on integrated platforms that collect data in real time, automate routine decisions, and offer visibility across operations. This shift enables organizations to move from reactive problem-solving to proactive and predictive management.
In essence, IT has become the nervous system of the manufacturing enterprise, transmitting information quickly and accurately to support day-to-day operations and long-term strategy.
Operational Challenges Facing Manufacturers Today
Before examining specific technologies, it is important to understand the pressures driving their adoption. Manufacturers across sectors face a common set of challenges:
Increasing Operational Complexity
Global supply chains, product customization, and shorter product lifecycles have made manufacturing operations more complex. Coordinating suppliers, production schedules, and distribution requires precise information flow.
Demand for Higher Efficiency
Rising material costs, labor shortages, and competitive pricing pressures leave little room for inefficiency. Even small process delays or quality issues can significantly impact profitability.
Quality and Compliance Requirements
Manufacturers must meet strict quality standards and regulatory requirements. Manual inspection and recordkeeping are often insufficient to ensure consistency and traceability.
Limited Visibility into Operations
Without real-time data, managers may not know where bottlenecks are forming, which machines are underperforming, or why production targets are missed.
Cybersecurity Risks
As factories become more connected, they also become more vulnerable to cyber threats that can disrupt operations or compromise sensitive data.
IT solutions are designed to address these challenges by improving coordination, transparency, and control.
Key Types of IT Solutions in Manufacturing
Automation and Control Systems
Automation software works alongside machinery to control processes, monitor equipment performance, and reduce human intervention in repetitive tasks. These systems help ensure consistency, improve safety, and allow workers to focus on higher-value activities.
For example, automated process controls can adjust machine settings in real time to maintain product quality, even as input conditions change.
Enterprise Resource Planning Systems
Enterprise systems integrate core business functions such as procurement, production planning, finance, and inventory management into a single platform. This integration reduces data silos and provides a shared source of truth across departments.
In practice, this means production schedules can automatically account for available materials, labor capacity, and delivery deadlines, minimizing last-minute disruptions.
Industrial Internet of Things (IoT)
IoT technologies connect machines, sensors, and devices to collect real-time data from the shop floor. This data can include temperature, vibration, energy consumption, or machine utilization.
By analyzing this information, manufacturers can detect early signs of equipment failure, track production performance, and optimize resource usage.
Data Analytics and Business Intelligence
Data analytics tools transform raw operational data into actionable insights. Dashboards, reports, and predictive models help managers understand trends, identify inefficiencies, and make informed decisions.
For instance, analytics can reveal patterns behind recurring defects or highlight which production lines consistently exceed or miss targets.
Cloud Computing Platforms
Cloud-based systems provide scalable computing resources and centralized data access without heavy on-site infrastructure. They enable collaboration across locations and support remote monitoring of operations.
Cloud platforms are particularly useful for manufacturers with multiple facilities or distributed teams, allowing consistent processes and shared data across sites.
Cybersecurity Solutions
As operational technology becomes more connected to IT networks, cybersecurity solutions play a critical role. These systems protect manufacturing environments from unauthorized access, data breaches, and operational disruptions.
Security measures may include network monitoring, access controls, and regular system updates to safeguard both production systems and business data.
Benefits of IT Solutions for Manufacturing Operations
Improved Efficiency and Productivity
Automation and integrated systems reduce manual work, minimize errors, and speed up decision-making. Processes that once took days to analyze can now be monitored in real time.
Enhanced Product Quality
Consistent data collection and automated controls help maintain quality standards throughout production. Deviations can be detected early, reducing scrap and rework.
Better Decision-Making
With access to accurate, up-to-date information, managers can base decisions on evidence rather than assumptions. Predictive analytics further support planning by anticipating future issues.
Scalability and Flexibility
Digital systems make it easier to scale operations up or down as demand changes. New production lines, products, or facilities can be integrated without completely redesigning existing processes.
Increased Resilience
Real-time visibility and predictive insights help manufacturers respond quickly to disruptions, whether caused by equipment failures, supply delays, or shifting market demand.
Hypothetical Real-World Scenarios
Consider a mid-sized factory producing industrial components. By installing sensors on key machines and linking them to an analytics platform, the factory gains visibility into machine health. When vibration levels exceed normal ranges, maintenance teams are alerted before a breakdown occurs. This reduces unplanned downtime and extends equipment life.
In another scenario, a manufacturer uses an integrated enterprise system to align production planning with inventory data. When a supplier delay occurs, schedules are automatically adjusted, and purchasing teams are notified. As a result, the factory avoids overproduction and material shortages.
These examples illustrate how IT solutions quietly improve outcomes without fundamentally changing what the factory produces.
The Future of IT in Manufacturing
Looking ahead, IT solutions in manufacturing are expected to become more intelligent, interconnected, and autonomous.
Artificial intelligence and machine learning are likely to play a greater role in optimizing production schedules, quality inspection, and demand forecasting. Digital twins, virtual models of physical systems, may allow manufacturers to test process changes before applying them on the shop floor.
Interoperability between systems will also be critical, enabling smoother data exchange across suppliers, manufacturers, and logistics partners. At the same time, cybersecurity will remain a top priority as digital integration deepens.
Rather than replacing human expertise, future IT systems will increasingly support workers by providing better information, recommendations, and tools for collaboration.
Conclusion
IT solutions have become essential to modern manufacturing operations, addressing long-standing challenges related to efficiency, quality, and complexity. From automation and data analytics to cloud platforms and cybersecurity, these technologies form an interconnected ecosystem that supports informed decision-making and operational resilience.
As manufacturing continues to evolve, the role of IT will only grow in importance. Understanding these systems and how they work together is no longer just a technical concern; it is a core aspect of how modern manufacturing operates and competes in a rapidly changing world.
About the Creator
Davin Convay
Hey there! I’m Davin, a passionate content writer and digital storyteller who loves turning ideas into engaging words that connect and inspire. I write about tech, digital marketing, AI innovations and everyday insights.
Keep reading
More stories from Davin Convay and writers in Futurism and other communities.
Is Digital Transformation a New Operating System of Pharma?
Key Takeaways: Digital transformation is becoming the core driver of efficiency and innovation in the pharmaceutical industry. Advanced technologies like AI, ML, big data, and IoT are streamlining research, manufacturing, and supply chains. Patients, executives, and quality teams alike benefit from safer, smarter, and more connected pharma ecosystems. Digital evolution is swiftly impacting the pharmaceutical industry, and we are already embracing its ability to recast the entire healthcare landscape. Today, we will share some insights that witness how imperative this shift has become in patient-centric outcomes.
By Davin Convay2 months ago in Futurism
Why Compute Power Is Becoming the New Competitive Advantage?
For decades, competitive advantage in technology often revolved around software design, user experience, or unique algorithms. Companies competed through features, branding, and innovation cycles that introduced new capabilities to users.
By Nick William5 days ago in Futurism
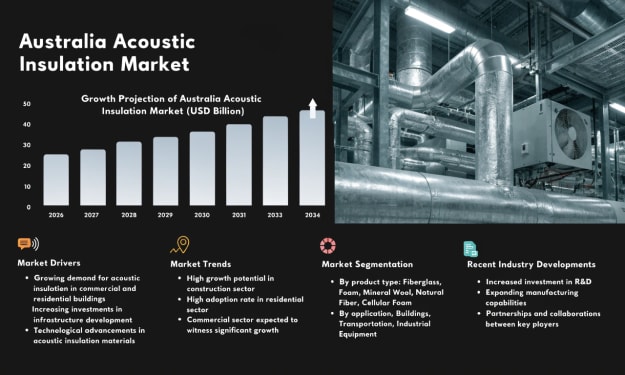
Australia Acoustic Insulation Market: Noise Control Demand, Construction Growth & Sustainable Materials
According to IMARC Group, the Australia acoustic insulation market reached USD 464.7 Million in 2025 and is projected to grow to USD 769.0 Million by 2034, exhibiting a compound annual growth rate (CAGR) of 5.58% during 2026–2034. The market’s expansion reflects growing awareness of noise pollution and stricter building performance standards across Australia. Rapid urbanization, high-density residential developments, and expanding commercial infrastructure are driving demand for effective soundproofing solutions. In parallel, sustainability priorities and green building initiatives are accelerating the shift toward eco-friendly acoustic insulation materials, strengthening Australia acoustic insulation market share across construction segments.
By Kevin Cooperabout 9 hours ago in Futurism



Comments
There are no comments for this story
Be the first to respond and start the conversation.