
Laser Welding vs TIG Welding: Which Process Is Better for Modern Manufacturing?
Let's talk

Over the past decade, manufacturing has undergone a quiet but significant transformation. As industries pursue higher efficiency, lower defect rates, and greater automation, traditional welding methods are being reconsidered. One of the most discussed shifts on modern factory floors is the move from conventional TIG welding to laser-based systems.
For manufacturers evaluating whether to invest in a modern laser welder, the decision is no longer only about joining metal. It also involves production speed, repeatability, labor requirements, and long-term operational efficiency.
Understanding the differences between laser welding and TIG welding can help companies choose the right process for their production environment.
Quick Comparison Table
Before diving deeper, the following table summarizes the key differences between the two welding processes.
Category Laser Welding TIG Welding
Speed Much faster, ideal for high-volume production Slower, better for small batches
Heat Affected Zone Very small, reducing distortion Larger heat impact
Material Thickness Best for thin materials Suitable for thicker sections
Automation Highly compatible with robots and CNC systems Automation possible but complex
Skill Requirement Easier to learn Requires experienced welders
Initial Cost Higher equipment investment Lower initial equipment cost
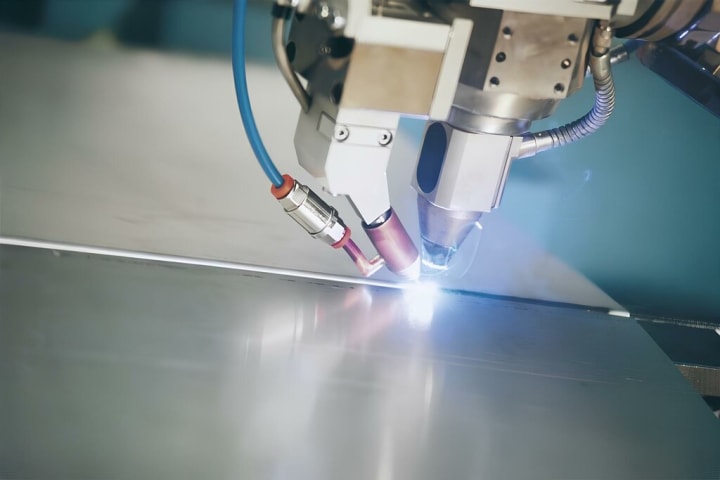
What Is Laser Welding?

Laser welding uses a highly focused laser beam to create a small molten pool that fuses materials together. Because the energy is concentrated, heat input remains low and distortion is minimized.
This process is widely used in precision manufacturing where accuracy and consistency are critical.
Laser welding generally operates in two modes:
Conduction mode – used for thin materials and precision components where minimal penetration is required.
Keyhole mode – used for deeper penetration in structural parts and industrial applications.
Because the process can be digitally controlled, it is well suited for automated production lines and robotic welding systems.
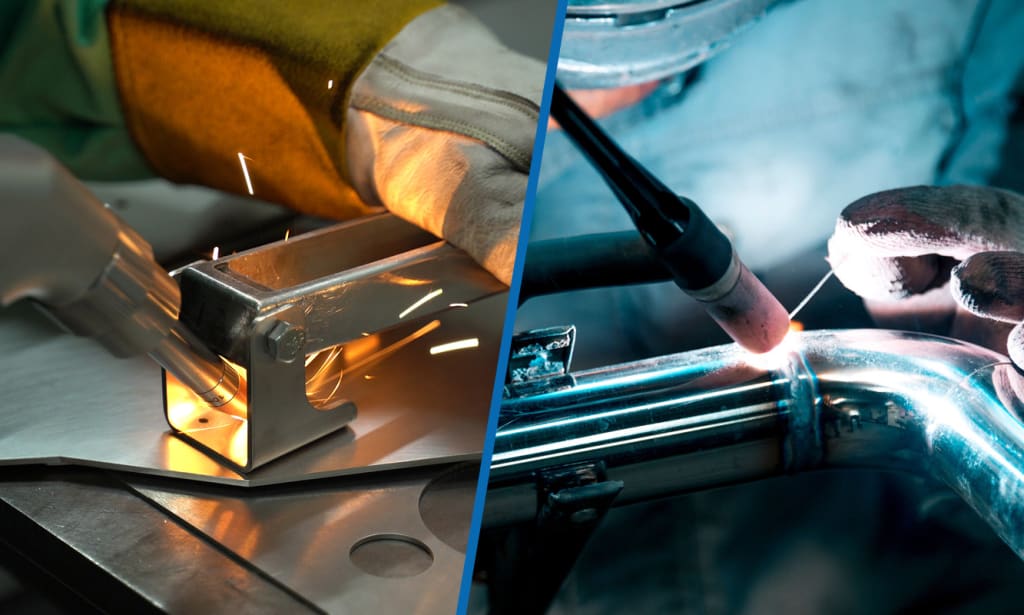
What Is TIG Welding?
TIG welding uses an electric arc generated by a tungsten electrode to melt the base metal. Shielding gas protects the weld pool from oxidation, while filler material can be added manually.
The biggest advantage of TIG welding is control. Skilled welders can precisely adjust heat input and filler deposition, making TIG suitable for complex joints and thicker materials.
However, the process is slower and depends heavily on operator skill, which can affect productivity in large-scale manufacturing.
Key Differences Between Laser and TIG Welding
Penetration and Heat-Affected Zone
Laser welding can produce deep and stable penetration while maintaining a narrow weld profile. Because the heat input is concentrated, the heat-affected zone is relatively small.
This helps preserve the mechanical properties of surrounding material and reduces distortion.
TIG welding typically produces a wider heat-affected zone. In thin materials, the broader heat exposure can increase the likelihood of warping and may require additional finishing work.
Speed and Production Efficiency
Laser welding is significantly faster than TIG welding, particularly in repetitive industrial processes.
Its compatibility with CNC systems and robotic automation allows manufacturers to achieve stable, high-throughput production with minimal manual intervention.
TIG welding can also be automated, but it often requires more supervision to maintain arc stability and filler control.
Weld Strength and Material Thickness
Laser welding performs particularly well with thin metals where distortion control is important. Materials such as stainless steel, titanium, and certain copper alloys benefit from the process’s concentrated heat input.
For thicker sections, TIG welding offers more flexibility. Because filler material can be carefully controlled, TIG can produce ductile and reliable joints in heavy structural applications.
In practice, the best choice often depends on material thickness and joint design.
Material Compatibility
Laser welding is commonly used for thin stainless steel, titanium alloys, and dissimilar metals where precision and limited heat input are important.
TIG welding remains advantageous for thicker aluminum components and structural materials where gradual heat control improves weld quality.
Each process has strengths depending on the material and application.
Training and Operation
Laser welding systems typically feature digital controls and preset parameters. Operators can learn the process relatively quickly, and weld consistency is less dependent on individual technique.
TIG welding, on the other hand, requires significant hands-on experience. Because weld quality depends heavily on operator skill, training and workforce stability become important factors.
Equipment Cost and Long-Term ROI
Laser welding equipment generally requires a higher initial investment. However, the technology can improve productivity and reduce labor dependency in automated production environments.
TIG systems have lower upfront costs and remain practical for smaller-scale manufacturing or custom fabrication.
Ultimately, the return on investment depends on production volume, labor costs, and long-term automation goals.
Industry Applications
Both welding technologies are widely used across modern industries, but their strengths make them suitable for different production scenarios.
Where Laser Welding Is Commonly Used
Laser welding has become a preferred solution in industries that require high precision and high production speed.
Examples include:
Medical devices – used for welding pacemaker casings, surgical tools, and precision components.
Electric vehicles and battery manufacturing – widely used in battery pack and cell connection production lines.
Consumer electronics – used in small precision components where consistent weld quality is essential.
Laser-based systems are also helping small and medium-sized manufacturers adopt automated welding technologies.
Where TIG Welding Still Excels
Despite the growth of laser welding, TIG welding remains essential in many industries.
Common applications include:
Aerospace maintenance – particularly for structural repairs and complex weld geometries.
Chemical pipelines and pressure vessels – where flexibility and precise manual control are required.
Custom fabrication – especially for small production runs and specialized components.
How to Choose the Right Welding Process
Choosing between laser welding and TIG welding depends on several key factors:
1. Material thickness – laser welding performs best with thin materials, while TIG is often preferred for thicker sections.
2. Production volume – automated laser systems are ideal for high-volume production.
3. Joint complexity – TIG welding offers greater flexibility for irregular joints.
4. Investment strategy – laser systems may require higher upfront investment but can improve efficiency over time.
In many factories, the two processes are used together. Laser welding handles high-speed repetitive tasks, while TIG welding is reserved for complex or specialized work.
Final Thoughts
Laser welding and TIG welding are not direct competitors. Instead, they serve different roles within modern manufacturing.
Laser welding offers clear advantages in automation, speed, and precision, making it well suited for high-volume and highly controlled production environments. TIG welding, on the other hand, remains valuable for complex joints, thicker materials, and applications that require greater manual flexibility.
As manufacturing continues to move toward automation and smart production, companies are increasingly evaluating welding technologies not only by weld quality, but also by scalability, repeatability, and how well they integrate with modern production systems.
Ultimately, the right welding process depends on the specific needs of each production environment—material thickness, production volume, joint complexity, and long-term manufacturing strategy.
About the Creator
Keep reading
More stories from CEO A&S Developers and writers in Pride and other communities.
Random video chat didn’t die — it just stopped being 2009.
In the winter of 2025, Mina still kept the old laptop on her desk even though it wheezed like an asthmatic dog every time she opened more than three tabs. She wasn't nostalgic for the past exactly; she was just bored in a very specific, bone-deep way that only comes from scrolling feeds that know you too well.
By CEO A&S Developers3 days ago in 01
A Beauty Pageant That Is Much More than Crowns and Gowns
Miss International Queen – USA (MIQ-USA) returns this month with a bold new vision as it crowns its 2026 titleholder in Atlantic City on March 26–27. Following a celebrated debut in Las Vegas — where Vegas 411 hailed the production as “the new crown jewel in Las Vegas shows” — the nation’s premier pageant for transgender women enters its next chapter with an ambitious theme: “A Portrait of Possibility.”
By Ben Nelsona day ago in Pride




Comments
There are no comments for this story
Be the first to respond and start the conversation.