
Innovative Recycling Features in Modern Concrete Plants for Sale
Advancing Sustainability in Concrete Production

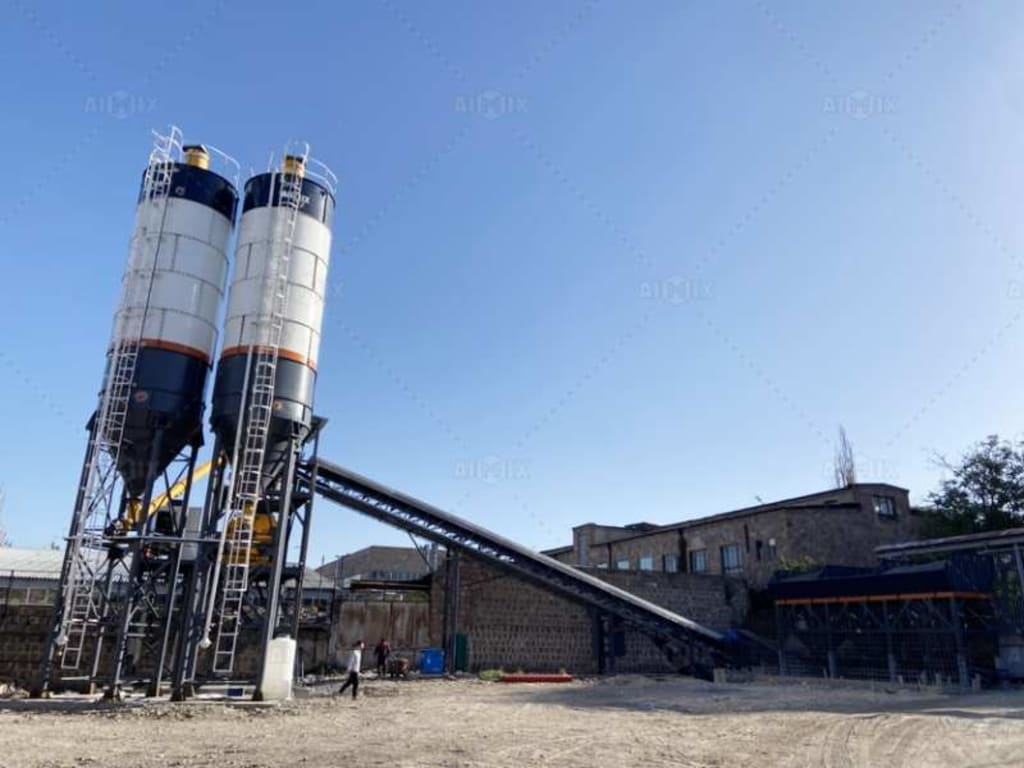
Concrete production has been a cornerstone of the construction industry for decades, providing the foundation for infrastructure, buildings, and countless other projects. However, the environmental impact of concrete manufacturing has increasingly become a point of concern. With rising demand for sustainable solutions, modern concrete plants for sale are incorporating innovative recycling features that minimize waste, conserve resources, and reduce environmental footprints.
This article explores the advanced recycling features in modern concrete plants and their significance in promoting sustainability within the construction industry.

The Need for Recycling in Concrete Production
Concrete manufacturing is resource-intensive, requiring large amounts of water, aggregate, and cement. Additionally, the process generates waste materials, such as leftover concrete, wash water, and production residues. Improper disposal of these materials can lead to environmental pollution and increased operational costs.
To address these challenges, modern concrete plants are integrating advanced recycling technologies that:
Reduce waste generation.
Reuse leftover materials.
Minimize water consumption.
Lower the carbon footprint of concrete production.
Key Recycling Features in Modern Concrete Plants
Modern concrete plants are equipped with a range of recycling systems designed to enhance efficiency and sustainability. Below are some of the most notable features:
1. Concrete Reclaimers
Concrete reclaimers are specialized systems that separate leftover concrete into reusable components, such as aggregates and slurry water. These systems ensure that unused concrete from mixers and pumps does not go to waste.
How It Works:
Leftover concrete is fed into the reclaimer.
The system separates the solid aggregates from the cement slurry.
Aggregates are cleaned and reused in future batches.
Slurry water is treated and recycled for washing or mixing.
Benefits:
Reduces raw material costs by recovering usable aggregates.
Minimizes disposal costs and environmental impact.
Prevents the hardening of unused concrete in equipment.
2. Water Recycling Systems
Water is a critical resource in concrete production, used for mixing, cleaning, and cooling. Modern plants are equipped with water recycling systems to reduce consumption and promote sustainable use.
How It Works:
Wash water from cleaning mixers, trucks, and pumps is collected.
Sedimentation tanks or filtration systems remove solids and impurities.
The treated water is stored for reuse in mixing and cleaning operations.
Benefits:
Conserves water resources, reducing dependency on external supply.
Lowers water utility costs.
Complies with environmental regulations on wastewater disposal.
3. Aggregate Recycling Units
Some plants incorporate systems that process returned concrete or demolition waste into reusable aggregates. These units crush and screen materials to produce high-quality aggregates suitable for new concrete batches.
How It Works:
Returned or demolished concrete is fed into the recycling unit.
Crushers break down the material into smaller particles.
Screens separate aggregates by size for specific applications.
Benefits:
Reduces reliance on virgin aggregates, preserving natural resources.
Lowers transportation costs by reusing materials on-site.
Supports the circular economy by repurposing waste.
4. Dust Collection Systems
Dust emissions are a common byproduct of cement and aggregate handling. Modern plants are equipped with dust collection systems that capture and recycle fine particles.
How It Works:
Dust is captured through suction systems installed at transfer points and mixers.
Collected dust is filtered and stored.
The material is reused in the production process.
Benefits:
Improves air quality in and around the plant.
Enhances worker safety by reducing exposure to airborne particles.
Recycles fine materials, reducing waste.
5. Automated Waste Management Systems
Automation plays a significant role in optimizing recycling processes. Advanced plants use automated systems to monitor and manage waste streams efficiently.
How It Works:
Sensors and software track waste generation and recycling rates.
Automated equipment segregates and processes materials with minimal manual intervention.
Data analytics provide insights for continuous improvement.
Benefits:
Increases operational efficiency and accuracy.
Reduces labor costs and human error.
Enhances compliance with environmental standards.

Advantages of Recycling Features in Concrete Plants
Incorporating recycling features in modern concrete plants offers numerous advantages, both environmentally and economically:
1. Environmental Sustainability
Reduces landfill waste by repurposing leftover materials.
Conserves natural resources like water and aggregates.
Decreases carbon emissions associated with raw material extraction and transportation.
2. Cost Savings
Lowers material procurement costs by reusing aggregates and water.
Minimizes waste disposal expenses.
Improves equipment lifespan by preventing hardening of unused concrete.
3. Compliance and Reputation
Meets regulatory requirements for waste management and environmental protection.
Enhances the company’s reputation as a sustainable and responsible business.
Attracts eco-conscious clients and partners.
Case Studies: Success Stories in Recycling
1. Ready-Mix Concrete Plant with Full Recycling Integration
A ready mix concrete plant in Europe installed a state-of-the-art recycling system that processes 100% of its wash water and leftover concrete. The plant reported a 30% reduction in water usage and significant cost savings in raw material procurement within the first year.
2. Aggregate Recycling at a Precast Facility
A precast concrete manufacturer in the U.S. implemented an aggregate recycling unit to process returned concrete. The company reduced its reliance on virgin aggregates by 40%, cutting costs and minimizing its environmental impact.
Future Trends in Recycling for Concrete Plants
As sustainability becomes a priority, recycling technologies in concrete plants are expected to evolve further. Key trends include:
Integration of AI and IoT for smarter waste management.
Development of closed-loop systems that achieve zero waste.
Use of alternative materials, such as recycled plastics, in concrete production.

Conclusion
Modern concrete plants for sale are setting new benchmarks in sustainability by incorporating innovative recycling features. From reclaiming aggregates to recycling water and dust, these advancements not only reduce environmental impact but also deliver significant cost savings and operational efficiencies. By investing in such technologies, businesses can align with global sustainability goals while maintaining a competitive edge in the market.
About the Creator
consrtuctionmachines
AIMIX is a customer-center-oriented heavy equipment manufacturer and supplier, devoted to production, innovation, combination, one-stop solution, etc.
https://aimixgroup.com/
Keep reading
More stories from consrtuctionmachines and writers in 01 and other communities.
What Materials Can be Handled by Use Mobile Concrete Mixer
Mobile concrete mixers are versatile machines. They can handle a variety of materials efficiently. This makes them essential for construction projects. Understanding what materials they can mix is crucial for their effective use.
By consrtuctionmachinesabout a year ago in 01
Personal Tax Accountants: A Practical Guide for Individuals in the UK
Personal Tax Accountants are no longer seen as a luxury reserved for high earners or business owners. Across the UK, more individuals are choosing professional tax support simply because the tax system has become harder to navigate alone. With frequent rule changes, stricter HMRC checks, and more people earning income in different ways, personal tax accountants offer clarity, reassurance, and practical help that many now consider essential rather than optional.
By Outsourced Bookkeeping Solutionsabout 15 hours ago in 01
Mexico Online Grocery Market Opportunity and Forecast 2025–2033
Introduction Mexico’s grocery retail landscape is undergoing one of the most significant transformations in its history. What was once dominated by neighborhood tiendas, supermarkets, and open markets is now being reshaped by smartphones, digital platforms, and fast-evolving logistics networks. Online grocery shopping—once considered a niche convenience—is quickly becoming an essential channel for millions of Mexican consumers.
By Aaina Oberoi40 minutes ago in 01
Center Stage with Paul Stewart
*** I'm keen to republish the interviews I did for my series with Vocal creators. It's been a few years and I thought it might be nice to revisit these wonderful conversations. I'll be releasing them one at a time for a few weeks/months.
By Heather Hublera day ago in Interview



Comments
There are no comments for this story
Be the first to respond and start the conversation.